039.79.49.06
Questo sito utilizza cookie, anche di terze parti, per migliorare la tua esperienza e offrire servizi in linea con le tue preferenze. Chiudendo questo banner, scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all'uso dei cookie.

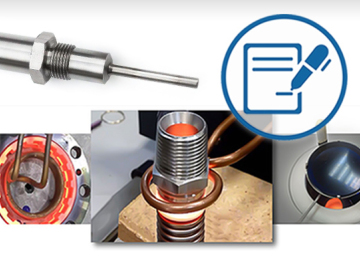
Riscaldare il regolatore in acciaio di una pompa di iniezione alla temperatura di 1.065 °C per 14 secondi per un processo di ricottura.
Parti in acciaio di dimensioni 13,9 mm x 12,7 mm (1 3/8” x ½”). Vernici termosensibili per misura temperatura.
Convertitore di frequenza a componenti solidi con 3,5 kW di potenza.
Stazione remota di riscaldo contenente 1 condensatore da 0,66 µF.
Induttore realizzato specificamente per questa applicazione.
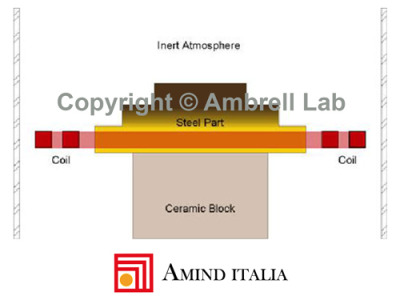
La parte in acciaio è stata fissata su un supporto ceramico. Uno speciale induttore a doppia spira piatto (tipo pancake) è stato costruito appositamente. Prove preliminari sono state effettuate usando vernici termosensibili per definire il profilo di riscaldo e il diagramma tempo–temperatura ottimale. Si è così stabilito come ottimale il tempo di 14 secondi.
Prove sono state effettuate in varie condizioni: in aria senza rimuovere alcun residuo oleoso sulle parti, in aria dopo aver pulito le parti, infine in atmosfera inerte dopo aver pulito le parti.
Dimensioni della pezzo da riscaldare: circa 35 mm x 13mm
Risultati migliori sono stati ottenuti in un’atmosfera 95% N e 5% H
I risultati più “puliti” sono stati ottenuti con l’uso di atmosfera inerte al 95% di Azoto e 5% di Idrogeno, alla temperatura di 1065°C e per una durata di 14 secondi.
Le parti così ottenute non richiedono nessun altra operazione di ripulitura prima di essere utilizzate nella fase di produzione successiva.







{kind=link}
{kind=link}