039.79.49.06
Questo sito utilizza cookie, anche di terze parti, per migliorare la tua esperienza e offrire servizi in linea con le tue preferenze. Chiudendo questo banner, scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all'uso dei cookie.

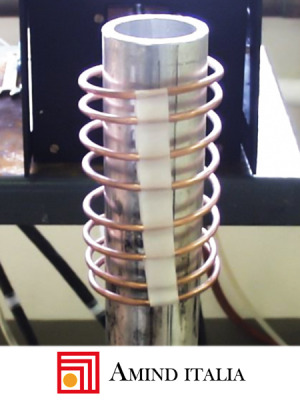
Ricuocere a 340°C il collo di un serbatoio di alluminio prima della piegatura.
Collo Serbatoio in alluminio diametro 2,5'' lungo 35cm
Generatore a induzione da 30 kW di potenza quipaggiato con una workhead contenente 8 condensatori da 1,0 µF per una capacità totale di 2,0 µF.
Un induttore sviluppato appositamente per questa applicazione.
Viene usato un induttore a solenoide a 8 spire per ricuocere metà tubo, in seguito il tubo viene capovolto e viene ricotta la seconda metà. Il processo avviene in 30 secondi per ogni metà, per un tempo ciclo totale di poco superiore a un minuto.
Il processo di piegatura avviene mentre il tubo è ancora caldo per evitare la formazione di cricche.
Il riscaldamento a induzione permette:
? alta efficieza e basso costo dell'energia
? riscaldamento molto veloce, controllabile e ripetibile
? di prevenire cricche durante la piegatura
? distribuzione del calore uniforme
? il processo è facilmente automatizzato e non richiede manodopera aggiuntiva







{kind=link}
{kind=link}