039.79.49.06
Questo sito utilizza cookie, anche di terze parti, per migliorare la tua esperienza e offrire servizi in linea con le tue preferenze. Chiudendo questo banner, scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all'uso dei cookie.

Ricuocere le lame per permettere la successiva foratura.
prova
Nastri continui larghi 9,6 mm e 12,9 mm in acciaio inossidabile AISI serie 400.
Convertitore di frequenza con 4,2 kW di potenza.
Stazione remota di riscaldo contenente un condensatore di 1,00 µF.
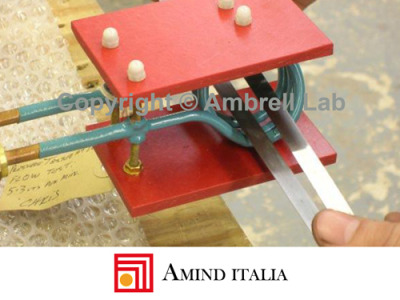
Induttore a spirale circolare a tre spire on angolazione a 45° realizzato specificamente per questa applicazione.
Viene ricotto un segmento di 30 mm corrispondente agli estremi della lama prima di procedere alla foratura necessaria . Il nastro di acciaio inossidabile avanza in modo continuo e viene sincronizzato in base alla sezione del nastro che deve essere riscaldato. In seguito il nastro viene tagliato per ottenere le lame della lunghezza richiesta. Il passo successivo della produzione è la foratura delle lame nella zona precedentemente ricotta.
Prima dell’operazione di ricottura tramite induzione, si avevano problemi di rotture, deformazioni e fratture nel momento della foratura delle lame. Con la ricottura, la qualità delle lame è migliorata e gli scarti di produzione sono diminuiti.
Il riscaldo ad induzione è stato facilmente incorporato all’interno della linea di produzione esistente.







{kind=link}
{kind=link}