039.79.49.06
Questo sito utilizza cookie, anche di terze parti, per migliorare la tua esperienza e offrire servizi in linea con le tue preferenze. Chiudendo questo banner, scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all'uso dei cookie.

Ricuocere in modo localizzato un tratto di fastener in titanio, raggiungendo la temperatura di 593-788 °C, alla velocità di 1000 pezzi al minuto, ovvero con un tempo di ciclo per pezzo di 0,3-0,4 secondi . Il processo prevede un sistema robotizzato per il posizionamento dei pezzi nell’induttore attraverso una tramoggia di alimentazione. Inoltre è previsto un flusso di gas Argon per pervenire la formazione di ossidi sulle parti trattate.
Fastener di titanio di diametro da 4,1 a 9,5 mm (da 0,163” a 0,375”) e di lunghezza complessiva da 1,3 a 7,6 cm (da 0,5” a 3”).
Convertitore di frequenza a componenti solidi con 10 kW di potenza.
Stazione remota di riscaldo contenente 1 condensatore da 0,66 µF.
Pirometro ottico di controllo a 4-20 mA
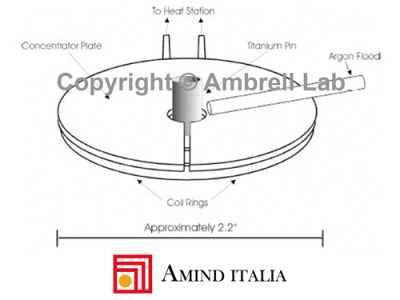
Induttore realizzato specificamente per questa applicazione.
Attraverso l’uso del sistema di riscaldo ad induzione Ambrell e della costruzione di uno specifico induttore a tre spire, con disco concentratore dl campo magnetico, è stato possibile trattare la sola zona richiesta. Attraverso il controllo del pirometro è stat possibile raggiungere la temperatura richiesta (593-788 °C) in 0,2 secondi.
Il flusso di argon sulle parti evita l’ossidazione delle parti.
L’illustrazione è solo orientativa, ma evidenzia la presenza del disco concentratore di campo magnetico e il flusso di gas per prevenire l’ossidazione. L’induttore ha una larghezza di circa 5,6 cm.
La soluzione con sistema di riscaldo ad induzione Ambrell permette di raggiungere la temperatura richiesta in 0,2 sec. Il trattamento è localizzato nella sola area dove è richiesto. Inoltre la forma dell’induttore specifico permette senza problemi l’integrazione di un robot alimentatore di pezzi.







{kind=link}
{kind=link}