039.79.49.06
Questo sito utilizza cookie, anche di terze parti, per migliorare la tua esperienza e offrire servizi in linea con le tue preferenze. Chiudendo questo banner, scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all'uso dei cookie.

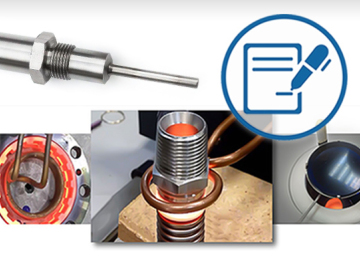
Preriscaldare a 760°C una billetta di ottone per la forgiatura, ridurre i tempi di riscaldamento rispetto al riscaldamento con un cannello.
Billetta di ottone (Ø35mm, altezza 50m)
Generatore a induzione da 15 kW di potenza equipaggiato con una workhead contenente 3 condensatori da 1,5 µF.
Un induttore a solenoide sviluppato appositamente per questa applicazione.
Viene applicata una vernice termosensibile sulla billetta che viene posizionata all'interno dell'induttore e riscaldata. Quando la billetta raggiunge la temperatura di 760°C la vernice si scolora e la billetta è pronta per la forgiatura. Il tempo di riscaldo è di circa 45 secondi.
Il riscaldamento a induzione ha portato numerosi vantaggi al processo:
? velocità: il processo avviene in tempi brevi e sono soddisfatte le esigenze di produzione. Il tempo di riscaldo viene dimezzato rispetto all'uso del cannello
? efficienza: tutta l'energia viene trasferita nel pezzo, evitando sprechi energetici
? sicurezza: nessuna fiamma libera









{kind=link}
{kind=link}