039.79.49.06
Questo sito utilizza cookie, anche di terze parti, per migliorare la tua esperienza e offrire servizi in linea con le tue preferenze. Chiudendo questo banner, scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all'uso dei cookie.

Riscaldare un nastro di acciaio alla temperatura di 982 °C per una successiva operazione di forgiatura di ferri da cavallo.
Attualmente vengono prima tagliate le barre, poi sono riscaldate tramite forno a gas e quindi sono introdotte in una pressa per la forgiatura.
Con la soluzione ad induzione si desidera riscaldare il nastro di acciaio, quindi passarlo direttamente alla pressa, in continuo, senza l’operazione di taglio. Per soddisfare le esigenze produttive, viene inoltre chiesto che sia riscaldi un tratto di 330 mm (13”) ogni 10 secondi.
Nastro di acciaio (AISI 1025) di sezione 19 x 6 mm circa.
Convertitore di frequenza a componenti solidi con 40 kW di potenza.
Stazione remota di riscaldo, con condensatori per una capacità totale di 0,5 µF.
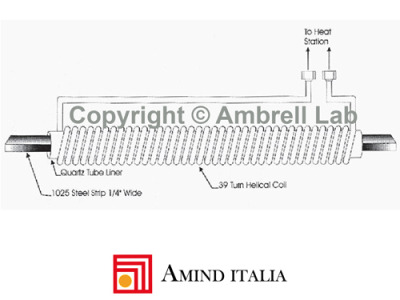
Un induttore multispira, realizzato specificamente per questa applicazione.
L’induttore è stato costruito in modo da consentire un riscaldo alla velocità richiesta dal cliente. Un tubo protettivo in materiale termoresistente è stato interposto tra il nastro e l’induttore, per prevenire i possibili urti del processo in continuo, e ridurre la dispersione termica.
L’impianto è in grado di riscaldare il nastro alla temperatura desiderata in meno di 10 secondi . La produttività della linea di stampaggio è stata portata ad 1 pezzo.
L’illustrazione mostra schematicamente il processo di pre-riscaldo del nastro di acciaio nella linea continua di stampaggio, per la produzione di ferri di cavallo.
L’induttore, specificamente costruito per questa applicazione, è di tipo a solenoide multispira, di lunghezza complessiva circa 290 mm e diametro interno 38 mm.
L’induttore è protetto da un tubo-guida in quarzo.







{kind=link}
{kind=link}