039.79.49.06
Questo sito utilizza cookie, anche di terze parti, per migliorare la tua esperienza e offrire servizi in linea con le tue preferenze. Chiudendo questo banner, scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all'uso dei cookie.

Brasare placchette da taglio in metallo duro su punte di trapano.
Attualmente l’operazione viene eseguita con cicli tra 11 e 39 secondi, in funzione del diametro delle punte. Obiettivo del cliente è ridurre il tempo di brasatura, soprattutto per le punte di dimensione maggiore, e garantire una adeguata ripetibilità del processo.
Punte di trapano in acciaio (AISI 4140), di diametro da 12,7 a 38,1 mm. Placchette di metallo duro (tungsteno) Lega di brasatura tipo Harris 870 Disossidante tipo Tricon grigio
Convertitore di frequenza a componenti solidi con 20 kW di potenza.
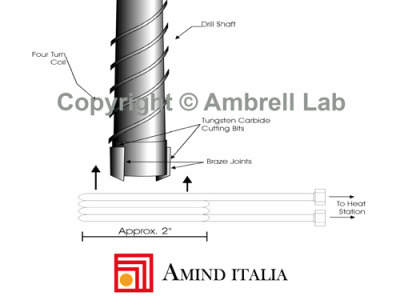
Un induttore a solenoide a 4 spire, realizzato specificamente per questa applicazione. Per massimizzare l’efficienza di riscaldo è stato costruito un induttore per ognuna delle misure delle punte.
Il cliente dispone attualmente di una linea di caricamento delle punte che le dispone in modo frontale. Per la sua caratteristica l’induttore può essere utilizzato correttamente anche con questa modalità di caricamento.
L’illustrazione mostra schematicamente l’induttore a 4 spire e come il sistema di posizionamento presenti le punte da brasare frontalmente all’induttore.
Per le punte da 1,5” l’induttore ha un diametro di circa 2” (50,8 mm).
I tempi di riscaldo sono stati abbassati. Il diametro maggiore richiede ora 32 secondi, con una riduzione di 7 sec sui tempi precedenti.
Sono inoltre soddisfatte le esigenze di qualità e ripetibilità







{kind=link}
{kind=link}