039.79.49.06
Questo sito utilizza cookie, anche di terze parti, per migliorare la tua esperienza e offrire servizi in linea con le tue preferenze. Chiudendo questo banner, scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all'uso dei cookie.

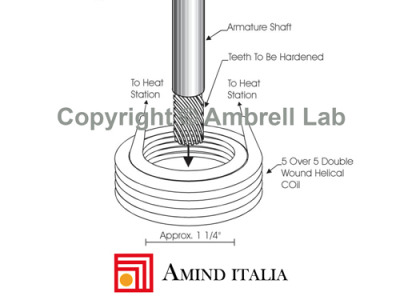
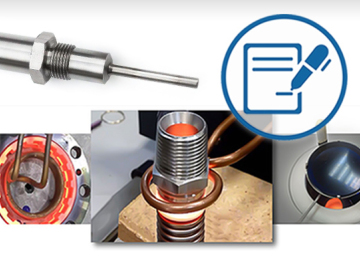
Temprare l‘ingranaggio della parte finale di un albero di rotore, per ottenere una durezza HRC 58-65 con profondità 0,05 mm nel punto massimo del dente e durezza HRC 49-55 con profondità 0,25 mm nel punto minimo tra due denti.
Albero di rotore in acciaio lungo 178 mm (7 pollici) e diametro dell’ingranaggio di circa 13 mm (1/2 pollice).
Convertitore di frequenza con 20 kW di potenza.
Stazione remota di riscaldo contenente due condensatori per un totale di 0,5 µF.
Induttore a doppia spirale circolare a 5 spire più 5, realizzato specificamente per questa applicazione. Diametro interno di circa 32 mm (1e1/4 pollici).
L’ingranaggio è stato riscaldato utilizzando vari tipi di induttori. Sono state condotte inoltre varie sessioni di prove utilizzando un regolatore esterno (con ingresso 4-20 mA) per simulare diverse crescenti curve di tensione. La combinazione di questi elementi variabili ha permesso di condurre gli esperimenti di laboratorio che hanno fatto raggiungere i risultati di durezza e profondità richiesti.
Si è calcolato che per ottenere le durezze e profondità desiderate è necessario riscaldare l’ingranaggio fino a 925°C in 2,5 secondi.







{kind=link}
{kind=link}