039.79.49.06
Questo sito utilizza cookie, anche di terze parti, per migliorare la tua esperienza e offrire servizi in linea con le tue preferenze. Chiudendo questo banner, scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all'uso dei cookie.

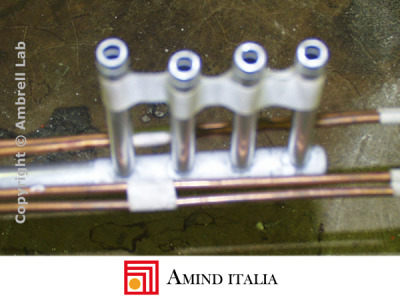
Riscaldare tubi e collettori di diverse dimensioni per un processo di brasatura
Impianti per aria condizionata
Tubi di rame (3/4
Riscaldatori a induzione da 3,5 kW di potenza equipaggiato con una workhead contenente due condensatore da 1,5 µF.
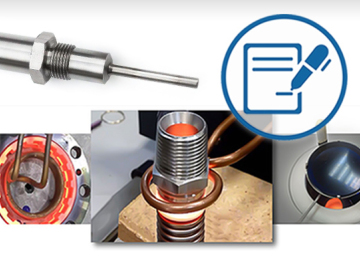
Un induttore a solenoide di forma allungata per la brasatura dei tubi di alluminio sviiluppato appositamente per questa applicazione.
Un induttore a solenoide a 5 spire per la brasatura dei tubi di rame sviiluppato appositamente per questa applicazione.
Viene preparato l'assemblaggio del collettore con i quattro tubi di alluminio, si inserisce la lega di brasatura in anelli proformati e si applica la pasta flussante. L'assieme viene inserito nell'induttore e riscaldato per circa 70 secondi fino al raggiungimento della temperatura di fusione della lega.
Si prepara l'assemblaggio dei tubi di rame e si inserisce il componente nell'induttore a solenoide. Il ciclo di riscaldamento dura circa 100 secondi.
In alcuni casi si è reso necessario aggiungere manualmente della lega di brasatura. Questo problema viene eliminato un corretto dimensionamente degli anelli di lega e con tempi ciclo leggermente più lunghi.
Il riscaldamento a induzione ha portato numerosi vantaggi al processo:
? precisione: l'induzione è una tecnica molto precisa ed il processo è estremamente ripetibile, cosa che non avviene con l'uso del cannello
? qualità: i giunti ottenuti presentano ottime caratteristiche meccaniche ed estetiche
? Controllo della temperatura eccellente, il processo è monitorato e avviene con una rampa di riscaldamento dedicata








{kind=link}
{kind=link}