039.79.49.06
Questo sito utilizza cookie, anche di terze parti, per migliorare la tua esperienza e offrire servizi in linea con le tue preferenze. Chiudendo questo banner, scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all'uso dei cookie.

Ricuocere un filo di lega per brasatura di diametro 1,8 mm portandolo alla temperatura di 343 °C per un’operazione di preformatura del filo. Il processo prevede una linea con interruzioni per la formatura del filo a una velocità di 240 colpi al minuto (4 c./sec). La velocità complessiva della linea è di 8,2 m/min (13,7 cm/sec).
Il cliente vorrebbe utilizzare l’induzione per minimizzare le imperfezioni associate al riscaldo resistivo attuale.
Lega per brasatura 2774 (rame, nickel e argento), in filo di diametro1,8 mm.
Convertitore di frequenza ad elementi solidi con 3 kW di potenza.
Stazione remota di riscaldo contenente 1 condensatore da 1,0 µF.
Controllore di temperatura con ingresso 4-20 mA per guidare la regolazione della tensione.
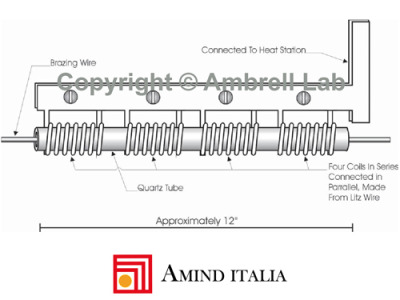
4 induttori consecutivi, collegati in parallelo, realizzato specificamente per questa applicazione, con all’interno un tubo di quarzo.
Il processo attuale del cliente prevede l’uso di riscaldo resisitivo alla temperatura di 343°C. A causa dello sfregamento dei contatti usati per il riscaldo resistivo il filo subisce delle irregolarità che non sono giudicate qualitativamente accettabli dal cliente.
Il sistema con il riscaldo ad induzione permette di ottenere gli obiettivi richiesti . Il multi-induttore formato da 4 induttori a spirale messi in parallelo, permette di raggiungere la velocità richiesta (8,2 m/min) . Grazie al fatto che l’induzione è un metodo di riscaldo “senza contatto”, il rischio di irregolarità sul filo è stato eliminato facendolo passare all’interno di un tubo guida di quarzo.
L’illustrazione mostra la combinazione di 4 induttori a spirale in parallelo e la presenza di un tubo di quarzo a guida e protezione del filo da riscaldare. Il tubo di quarzo è lungo circa 30 cm.
E’ stata soddisfatta l’esigenza di una velocità di produzione di 8,2 metri al minuto. Inoltre sono stati eliminati i difetti superficiali, prima presenti con il metodo di riscaldo resistivo.







{kind=link}
{kind=link}