039.79.49.06
Questo sito utilizza cookie, anche di terze parti, per migliorare la tua esperienza e offrire servizi in linea con le tue preferenze. Chiudendo questo banner, scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all'uso dei cookie.

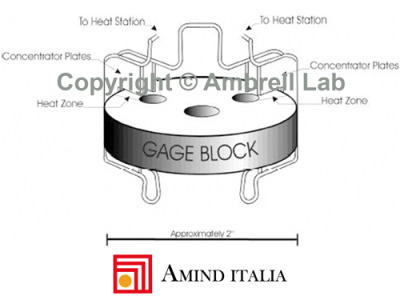
Ricuocere in modo selettivo e uniforme due sezioni di un calibro ad anello filettato dal foro fino alla superficie esterna per portare la durezza da HRC 59-61 a HRC 45.
La produzione è attualmente realizzata utilizzando una torcia a gas con una produzione di circa 250-300 pezzi al mese. Gli obiettivi desiderati sono la possibile automazione del processo, l’incremento di produttività e l’eliminazione delle fratture da stress termico dal riscaldamento con fiamma.
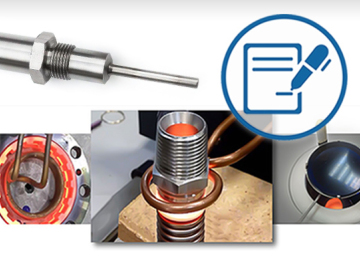
Calibri ad anello di acciaio temprati in olio (AISI O6) di varie dimensioni, diametri da 25,4 a 215,9 mm (da 1” a 8 1/2”) e di spessore da 6,3 a 25,4 mm (da 1/4” a 1”).
Convertitore di frequenza ad elementi solidi con 7,5 kW di potenza.
Stazione remota di riscaldo contenente 2 condensatori per capacità totale di 0,66 µF.
Induttore realizzato specificamente per questa applicazione.
Attraverso l’uso del sistema di riscaldo ad induzione Ambrell è stato possibile ridurre il tempo di lavorazione a meno di 12 secondi per ogni tipologia di pezzo, grazie alla costruzione dell’induttore che permette di riscaldare contemporaneamente le due zone che devono essere trattate. Gli episodi di frattura da stress termico, presenti con il riscaldo mediante fiamma, sono stati eliminati . La costruzione dell’induttore si è dimostrata quindi determinante per il raggiungimenti di questi obiettivi oltre anche a permettere l’automazione del processo, grazie alla tipologia adatta al carico/scarico frontale del pezzo da trattare.
La forma dell’induttore rappresentato nell’illustrazione è solo orientativa, ma mostra la tipologia “aperta frontalmente” e la presenza di concentratori di flusso.
Il ciclo produttivo con sistema di riscaldo ad induzione varia tra i 7,5 e i 12 secondi, in base alle dimensioni dei pezzi da trattare, soddisfacendo ampiamente le necessita produttive attuali di 250-300 pezzi al mese.







{kind=link}
{kind=link}