039.79.49.06
Questo sito utilizza cookie, anche di terze parti, per migliorare la tua esperienza e offrire servizi in linea con le tue preferenze. Chiudendo questo banner, scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all'uso dei cookie.

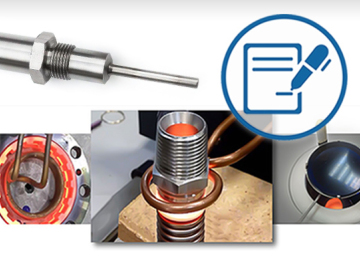
Riscaldare un guarnizione di acciaio fissandola saldamente su un paraurti di plastica di un autocarro
Automotive
? componente plastico (parte di un paraurti)
? guarnizione di acciaio
Riscaldatore a induzione con 10 kW di potenza equipaggiato con una workhead contenente 2 condensatori da 1,0 µF.
Un induttore a due spire sviiluppato appositamente per questa applicazione.
I componenti vengono preassemblati posizionando la guarnizione metallica a contatto con le superfici da unire. Il processo prevede di unire i due materiali differenti (plastica e metallo) con l'uso del calore e della pressione. Si accende quindi il riscaldatore a induzione e si riscalda la guarnizione di acciaio che raggiunge la temperatura di 260°C in 45s. Al termine del ciclo riscaldo si applica manualmente una forza di compressione per circa 5-10s (la soluzione è provvisoria per la fase di test di messa a punto del processo).
Durante i test la pressione esercitata non è uniforme e i risultati non sono stati ottimali, si riesce comunque a stimare un tempo ciclo di circa 45s/pz.
Il riscaldamento a induzione ha portato numerosi vantaggi:
? Velocità: il processo di giunzione plastica/metallo è estremamente rapido
? Qualità: il processo di riscaldo è controllato, preciso e ripetibile con risultati sempre uguali
? Stabilimento produttivo: i riscaldatori a induzione sono molto compatti e facilmente integrabili in linee di produzione già esistenti









{kind=link}
{kind=link}