039.79.49.06
Questo sito utilizza cookie, anche di terze parti, per migliorare la tua esperienza e offrire servizi in linea con le tue preferenze. Chiudendo questo banner, scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all'uso dei cookie.

o tempera è un tipo trattamento termico dell'acciaio utile a migliorare la durezza e le caratteristiche di resistenza all’usura, alla fatica, al danneggiamento e alla deformazione plastica del materiale. Questo processo prevede un veloce riscaldamento del materiale trattato fino a temperature superiori alla temperatura di austenizzazione e un brusco raffreddamento in modo tale che, dal congelamento strutturale dell'austenite, si ottenga la martensite, una forma allotropica dell'acciaio caratterizzata da elevata durezza e resistenza meccanica ma macroscopicamente fragile e ricca di tensioni interne. Per questo motivo in seguito al processo di tempra viene eseguito un processo di rinvenimento con lo scopo di ridurre gli stress interni al materiale e da raggiungere un buon compromesso tra durezza, resistenza e tenacità. Il rapido raffreddamento del metallo è assicurato dai mezzi tempranti, in genere acqua o aria (solo per alcuni acciaio) ma anche olio, sali fusi o altre miscele che siano in grado di raffreddare bruscamente il metallo grazie a temperature di ebollizione più alte possibili.





Tempra a cuore
Tutto il componente viene riscaldato in profondità e raffreddato per immersione in vasca.
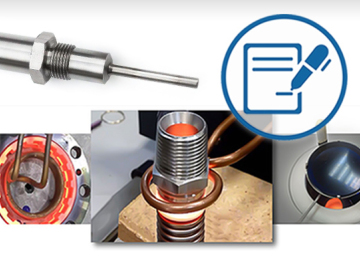
Tempra localizzata
Il trattamento termico coinvolge solo una parte o una superficie del componente da riscaldare.
Il raffreddamento per immersione o con un forte getto di liquido.
Tempra progressiva
Il componente viene temprato progressivamente passando attraverso un sistema costituito da induttore e doccia di raffreddamento con una tecnica chiamata tempra a scansione o “tempra scanning”.
Rinvenimento
Il componente o una la parte di esso viene riscaldato a temperature di circa 600°C per permettere una parziale riscristallizzazione da martensite ad austenite. Il trattamento viene eseguito dopo la fase di tempra per ridurre alcuni effetti negativi come l'eccessiva durezza e fragilità del materiale.
Bonifica
Il componente viene sottoposto a trattamento di tempra e rinvenimento.
Inoltre uno dei numerosi vantaggi offerti dalla tecnologia della tempra a induzione è la possibilità di definire con estrema precisione la profondità del trattamento: a causa dell'effetto pelle le correnti RF che scorrono all'interno del materiale hanno determinate profondità di penetrazione e sono in grado di garantire il trattamento di un determinato spessore di materiale. E' quindi possibile ottenere il profilo di tempra desiderato scegliendo correttamente la frequenza di lavoro che è inversamente proporzionale profondità di penetrazione (bassa frequenza per un riscaldo profondo, alta frequenza per un riscaldo superficiale).
? Elevate velocità produttive
? Alta efficienza energetica
? Omogeneità e precisione
? Massimo controllo e ripetibilità del processo
? Massima qualità del prodotto finito
? Facile integrazione nelle linee di produzione
? Sicurezza: nessuna fiamma libera e fumi tossici
? Ingombri ridotti e maggiori spazi liberi
Tempra a induzione di ruote dentate, denti di ingranaggi, denti di lame, punte, utensili, utensili, alberi trasmissione, cuscinetti, alberi a camme, alberi a gomito, mozzi, mandrini, assi, semiassi, pale turbine, giranti, giunti cardanici, giunti omocinetici, guide, filetti, viti e bulloni, stampi..




|
|
|
|
|
|

|
Tempra ingranaggi per cinture di sicurezza Riscaldare, alla temperatura di 927 °C con un tempo limite di 2 secondi, i denti di un ingranaggio in acciaio, per il meccanismo avvolgitore delle... |
Vedi scheda |

|
Tempra di lame chirurgiche Riscaldare rapidamente, alla temperatura di 1093 °C con un tempo limite di 2 secondi, una lama chirurgica in acciaio al fine di temprare il tagliente... |
Vedi scheda |

|
Tempra superficiale albero di rotore Temprare l‘ingranaggio della parte finale di un albero di rotore, per ottenere una durezza HRC 58-65 con profondità 0,05 mm nel punto massimo... |
Vedi scheda |

|
Tempra superficiale di grossi denti di lame Riscaldare grossi denti di lame in modo da ridurre il tempo ciclo per un processo di tempra superficiale. |
Vedi scheda |

|
Temprare un filo di acciaio Riscaldare un filo di acciaio per un processo di tempra in continuo ad alta velocità |
Vedi scheda |

|
Trattamento di bonifica di una catena Riscaldare le maglie di una catena per un trattamento termico di bonifica. |
Vedi scheda |

|
Tempra di una lama per uso chirurgico Temprare una porzione di 100mm di una lama in acciaio inox lunga 178mm.La durezza richiesta deve essere compresa tra 48 e 53 Rockwell dopo il processo... |
Vedi scheda |







{kind=link}
{kind=link}